|
    
Guided Ultrasonic Waves Pipe
Inspection
Pipe inspection in the industry can prove
difficult, expensive, time consuming and with limited results using common
NDT techniques, such as UT Thickness. Other inspection techniques such as
PIG may be impossible to apply for practical reasons, such as geometry.
Guided Ultrasonic waves provide a new
solution for pipe inspection. The inspection is a very fast pipe screening
technique which provides information about cross section area change in
the pipe together with precise information a to where along the pipe this
change occurs.
Download
Brochure (828 kb, pdf)
 How it works How it works
-
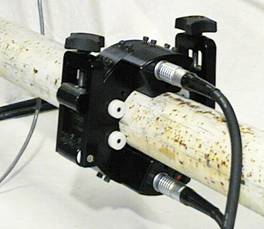
A ring with the
transducers
is placed around the pipe
-
No
couplant is required
-
Usually no surface
preparation required
-
Instrumentation is
fully portable
-
Guided waves are sent
in each direction
-
Data are collected and
stored in the portable instrument
-
Reflections are
analysed and results reported immediately after the test
-
Long sections of pipe
can be examined from one location, e.g. 30m on either side of the ring
 Capabilities Capabilities
-
Each test is completed within minutes
including results
-
Can
be performed at elevated temperatures without taking the pipe out of
service up to 125∞C.
-
100% of the pipe is
inspected (within the diagnostic length of a test)
-
Pulse echo type
operation provides information on feature position and approximate size
-
Sophisticated analysis
aids interpretation of results
-
Minimum insulation removal for testing
(1m)
-
Difficult-to-inspect
areas (such as roadways) can be screened for defects
|
Small Diameter Pipes
-
Tested using solid
rings
-
For pipes 2 - 8
inches diameter
-
Can be mounted in
less than a minute
-
4
inches clearance needed around pipe
 |
Large Diameter Pipes
-
Tested using
inflatable ring
-
For pipes 6 - 48
inches diameter
-
Employ conventional
foot pump to inflate
-
3
inches clearance
needed around most of pipe
 |
|
|
|
Two types of waves can be used

|
Torsional
(twisting of
the pipe) |
Longitudinal
(compression of
the pipe) |
|
A typical weld is completely symmetric
and shows up as only a black curve |
A typical corrosion patch is
non-symmetric and is identified by the presence of a red curve |
Target Applications
-
Rapid, full coverage
screening of pipes
-
Especially cost
effective in difficult to access locations
ñ Sleeved
road crossings
ñ Corrosion
under insulation
ñ Wall
penetrations
ñ Pipe
racks
ñ Rope
access
-
Can detect local and
general metal loss (greater than 5% of the cross-sectional area). Large
cracks in welds may also be detected. Confirmation of the defect type
and details sizing may be done with other NDT.

|